Plastics are versatile materials that are used in numerous applications; however, their energyintensive production accounts for 4.5% of global CO2 emissions, and limited mechanical recycling methods have driven a global plastic waste crisis. Mostly, mechanical recycling is unable to remove several critical impurities and it is inherently degrading the material properties such as color and IV. Newer, emerging chemical or biological recycling technologies, such as methanolysis, glycolysis, or enzymolysis, rely on breakdown of the polymer into fuels or monomers. These processes are relatively complex, energy intensive, or need toxic chemicals. In addition, they sell PET’s monomers back to existing petrochemical suppliers, which is a lower value product than finished high quality PET resin.
Macrocycle’s “SolvoGenesis” process produces a virgin-quality recycled PET product suitable for FDA-approved food packaging without requiring breakdown of PET into monomers. The PET plastic waste is dissolved in a non-toxic solvent which has FDA approval in cosmetics. The reaction process drives cyclization through reactive distillation. Different reaction times, and other reaction conditions allow MacroCycle to tune the reaction and obtain customer-desired molecular weights and IV (intrinsic viscosity, e.g. 0.63 for polyester, 0.82 for bottles or 0.9 for tire cord). The solvent also allows for the removal of color by subsequent washing steps, to arrive at the required L, a, and b values while using colored bottle flake and dyed textiles. Maximizing concentration while retaining control over cycle content and molecular weight minimizes the total use of solvent. Non-PET impurities such as polyolefins do not participate in the underlying transesterification reactions and do not affect macrocyclic chemistry, which makes this process resilient to several traditional impurities. Techno-economic analysis of this process shows an energy demand of about 5.2 MJ/kg for the required processing steps. This is more than 90% less energy is needed for our process compared with traditional virgin PET production (71 MJ/kg), and 80-90% lower than competing advanced recycling technologies, such as methanolysis (50 MJ/kg), glycolysis (32 MJ/kg), enzymolysis (28 MJ/kg), per NREL’s analysis of these processes.
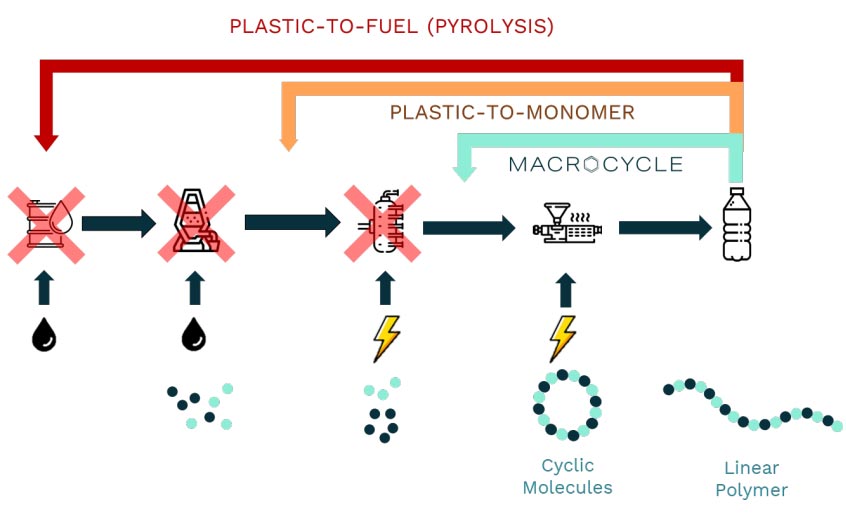
Figure 1: MacroCycle’s process circumvents existing depolymerization technologies with a simpler and non-destructive process, utilizing cyclic molecules as intermediates.